

以下是:湖南省永州市无缝钢管-厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 无缝钢管-供应范围覆盖湖南省、长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、怀化市、娄底市、湘西市、永州市、郴州市 零陵区、冷水滩区、祁阳市、东安县、双牌县、道县、江永县、宁远县、蓝山县、新田县等区域。 【星腾伟业】以匠心打造多元场景产品,涵盖东安无缝钢管订制批发、宁远无缝钢管省心又省钱、郴州无缝钢管大量现货、衡阳无缝钢管适用场景、湘潭无缝钢管诚信商家服务热情、邵阳无缝钢管敢与同行比服务、长沙无缝钢管厂家大量现货、株洲无缝钢管专业厂家、湘西无缝钢管一站式采购等。在湖南省永州市采买无缝钢管-厂家到星腾伟业金属材料(永州市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:任威-【18865278086】。 湖南省,永州市 2022年,永州市实现地区生产总值2410.28亿元,同比增长5.1%。
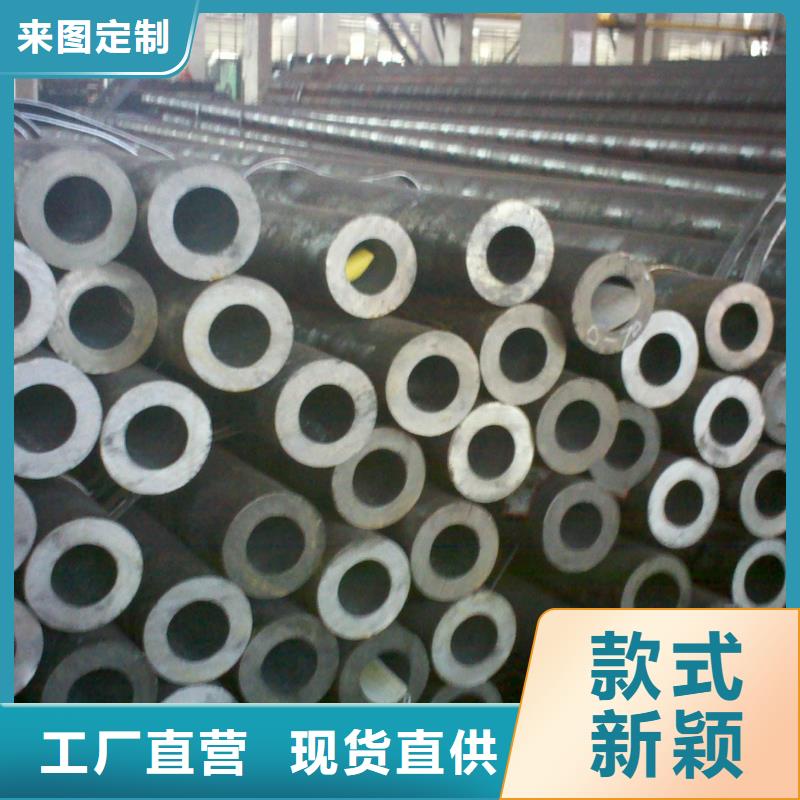
为了展现无缝钢管-厂家产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。以下是:湖南永州无缝钢管-厂家的图文介绍
制定管材冷轧冷拔生产的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。山东无缝钢管 冷加工方式的配置 按冷轧和冷拔使用情况,方式配置可有单一冷轧、单一冷拔和冷轧冷拔结合3种方案。 (1)单一冷轧方案。和冷拔相比,冷轧变形时应力状态好,道次变形量大,可减少中间工序并缩短生产周期,能降低消耗和降低成本,适宜加工塑性差的高合金钢管和难变形的有色金属。其缺点是生产力低,生产灵活性较小。 (2)冷轧冷拔结合的方案。是管材冷加工的合理方案,冷轧冷拔相结合可发挥冷轧变形量大和冷拔生产灵活的优点,以减少工序、缩短生产周期、提高生产力和扩大品种。采用冷轧冷拔结合方案时,通常是管料先在冷轧机上轧到定壁或定壁前的某个道次,然后进行拔制,直至成品道次。 (3)单一冷拔方案。由于冷拔的道次变形量较小,变形道次多,中间工序多,生产周期长,金属及辅助材料消耗大,单一冷拔方案不是 方案。但拔管机结构比冷轧机简单,投资少,操作容易掌握,工具的制造和更换方便,生产灵活性大,生产力也较高。故采用单一冷拔方案来加工碳钢、低合金钢管和一般有色金属管在实际生产中有广泛的应用。管料尺寸的选择 在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。选择冷拔机道次变形量的影响因素有:金属的冷加工性能(包括金属的强度和塑性)、管身强度(拔制时不能出现拔断现象)、拔管机能力以及选用的拔制方式(见管材冷轧冷拔)和模具类型(见冷拔管工具)。在选择拔制道次变形量时还应考虑的因素有:连拔道次(道次中间不经热处理)的多少,热处理、酸洗、润滑质量的好坏。
一、变形的原因
钢的变形主要原因是钢中存在内应力或者外部施加的应力。内应力是因温度分布不均匀或者相变所致,残余应力也是原因之一。外应力引起的变形主要是由于工件自重而造成的“塌陷”,在特殊情况下也应考虑碰撞被加热的工件,或者夹持工具夹持所引起的凹陷等。变形包括弹性变形和塑性变形两种。尺寸变化主要是基于组织转变,故表现出同样的膨胀和收缩,但当工件上有孔穴或者复杂形状工件,则将导致附加的变形。如果淬火形成大量马氏体则发生膨胀,如果产生大量残余奥氏体则相应的要收缩。此外,回火时一般发生收缩,而出现二次硬化现象的合金钢则发生膨胀,如果进行深冷处理,则由于残余奥氏体的马氏体化而进一步膨胀,这些组织的比容都随着含碳量的增加而增大,故含碳量增加也使尺寸变化量增大。
二、淬火变形的主要发生时段
1.加热过程:工件在加热过程中,由于内应力逐渐释放而产生变形。
2.保温过程:以自重塌陷变形为主,即塌陷弯曲。
3.冷却过程:由于不均匀冷却和组织转变而至变形。
三、加热与变形
当加热大型工件时,存在残余应力或者加热不均匀,均可产生变形。残余应力主要来源于加工过程。当存在这些应力时,由于随着温度的升高,钢的屈服强度逐渐下降,即使加热很均匀,很轻微的应力也会导致变形。
一般,工件的外缘部位残余应力较高,当温度的上升从外部开始进行时,外缘部位变形较大,残余应力引起的变形包括弹性变形和塑性变形两种。
加热时产生的热应力和想变应力都是导致变形的原因。加热速度越快、工件尺寸越大、截面变化越大,则加热变形越大。热应力取决于温度的不均匀分布程度和温度梯度,它们都是导致热膨胀发生差异的原因。如果热应力高于材料的高温屈服点,则引起塑性变形,这种塑性变形就表现为“变形”。
相变应力主要源于相变的不等时性,即材料一部分发生相变,而其它部分还未发生相变时产生的。加热时材料的组织转变成奥氏体发生体积收缩时可出现塑性变形。如果材料的各部分同时发生相同的组织转变,则不产生应力。为此,缓慢加热可以适当降低加热变形, 采用预热。
此外,由于加热中因自重而出现“塌陷”变形的情况非常多,加热温度越高,加热时间越长,“塌陷”现象越严重。
湖南永州星腾伟业金属材料有限公司占地3000多平方米,专业生产各类 无缝钢管 为主的厂家。 累积十多年 无缝钢管制造经验,以人为本,有一批专业生产人才,员 工300多人,其中技术人员50多人,拥有配套设备和生产技术!
在湖南省永州市采购无缝钢管-厂家请认准星腾伟业金属材料(永州市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:任威-【18865278086】)。









